|
|
|
التريكو
الدائري |
|
آلة
التريكو الدائرية |
|
تصنيف آلات التريكو
الدائرية
أهم التصنيفات لآلة التريكو
الدائرية هو التصنيف طبقا لقطرها, (قطر السلندر) وهي تنقسم
إلى ثلاث أصناف:
1 ــ آلات
التريكو الدائرية ذات القطر
الكبير من 24 حتى 40 بوصة
2 ــ آلات
التريكو الدائرية ذات القطر المتوسط من 8 حتى 22 بوصة
3 ــ آلات
التريكو الدائرية ذات القطر الصغير من 3 حتى 6 بوصة
-
صممت آلات
التريكو الدائرية ذات القطر الكبير لصناعة
الأقمشة
الأنبوبية, بينما يقتصر قسم كبير من هذه آلات على صناعة أقمشة
مماثلة لهذه الأقمشة
التي تصنع بآلات
التريكو المسطحة.
-
آلات
التريكو ذات القطر المتوسط تستخدم
لصناعة أقمشة أنبوبية مناسبة لقياس الجسم وتستخدم عادة لصناعة
الملابس
الداخلية.
-
آلات
التريكو ذات القطر الصغير فقد صممت لصناعة الجوارب
(hosiery),
حيث أن أسلوب البناء والتركيب لهذه الآلة مختلف عن آلات التريكو
الدائرية الأخرى.
|
|
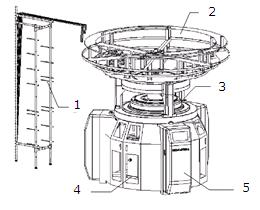
التركيب
1- حامل الكون
Side-creel
2- نظام تغذية الخيط
Yarn feeding system
3- رأس ماكينة التريكو
Knitting head
4- جهاز سحب ولف القماش
Take-up assembly
5- لوحة التحكم وقيادة الآلة
Machine controller |
 |
|
 |
|
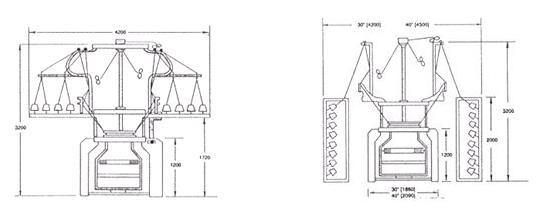
1ــ حامل
الكون
Side-creel
مهمته حمل كل الكونات
المشغلة على الآلة بما فيها الكونات
الاحتياطية
وهذه الطريقة تضمن عدم وجود عيوب في
الخيط المسحوب, ويمكن أن يكون حامل الكونات موجود فوق الآلة أو
على قفص مستقل على
جانب واحد أو أكثر من جوانب الآلة بالاعتماد على عدد المغذيات
وهذا النظام يسهل
عملية تغذية الكونات, ووصل الخيط المقطوع, ويقلل من الغبار
المثار في الصالة, كما
يسمح بوضع كونات إضافية حتى نحصل على تغذية مستمرة للخيط,
عن طريق وصل بداية الكونة
الاحتياطية بنهاية الكونة العاملة, إلا أنه يتطلب مساحة أكبر في
المعمل.
ترتب كونات الخيط المستخدمة لتغذية الخيط على الحامل, ويتم
تمرير
الخيط من الكونة إلى الإبرة ماراً ضمن أنابيب من البلاستيك أو
الألمنيوم وعبر
حساسات تراقب التغذية الصحيحة للخيط, وفي حال انقطاع الخيط أو
ارتخائه ترسل هذه
الحساسات أمراً إلكترونياً بإيقاف الآلة.
|
|
نظام تغذية
الخيط
Yarn feeding system
2ــ
المغذيات
Feeders
تنقسم مغذيات الخيط إلى إيجابية
وسلبية
ويكون مغذي الخيط سلبي عندما يتم سحب الخيط من قبل الإبرة
مباشرة وهذه
الطريقة قديمة وقليلة الاستخدام لأنها تؤدي إلى عدم انتظامية
القماش واختلاف الطول
المغذى لتشكيل القطبة بسبب اختلاف شد الخيط من الكونة والتي
يكون قطرها في
تناقص دائم مع استمرار تغذية الخيط للآلة, بالإضافة إلى ذلك
فقد تكون الكونة غير
نظامية كأن تكون قاسية جداً أو طرية جداً. |
 |
|
وقد تم حل هذه المشكلة
بطريقتين:
استخدام مجمع الخيط والذي يجمع كمية من
الخيط على بكرة ذات قطر ثابت
وبعدها يقف, وأثناء عمل الآلة يتم سحب الخيط تدريجياً من المجمع
مع المحافظة على شد
ثابت, ثم يعود المجمع أوتوماتيكياً للعمل ويمتلئ بالخيط من جديد. |
 |
|
الطريقة الثانية هي باستخدام نظام
التغذية
الإيجابية,
وهنا يتم ضبط شد الخيط المغذى بواسطة نظام بكر القيادة أو نظام
السير القائد, وهو من أفضل الطرق المستخدمة للتحكم بشد الخيط,
حيث عن طريق ضبط عدد
دورات السير
(RPM)
يمكن زيادة كمية الخيط أو إنقاصها.
وباستخدام هذا النظام
يتحقق ما يلي: |
 |
|
1ــ إعطاء الكمية الصحيحة من الخيط لكل قطبة,
وبشكل ثابت, وكذلك
التحكم بالشد المناسب للخيط المغذى, والتحكم بطول القطبة
للحصول على قماش متجانس ذو
جودة عالية.
2ــ
إعطاء الشد المناسب للخيط, للحصول على قماش متجانس خالي من
العيوب.
3ــ
إمكانية إنتاج قماش ذو جودة عالية عند التشغيل بسرعات عالية أو
منخفضة, وذلك لأن شد الخيط يبقى ثابت حتى عند تغيير سرعة
الآلة, دون أن يتأثر بتغير
سرعة الآلة. |
|
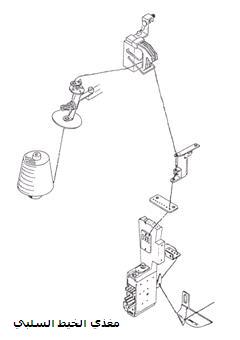
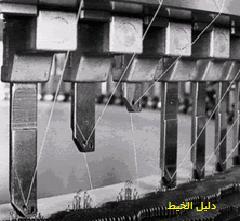
3ــ
دليل الخيط Thread
Guide
يجب أن يتوافق دليل الخيط
مع نظام التغذية
المستخدم,
وهو عبارة عن صفيحة من الفولاذ أو السيراميك توضع بالقرب
من خطاف الإبر وهي مثقوبة ليمر الخيط منها. |
 |
|
4 ــ
رأس الحياكة
Knitting head
يتكون الرأس من تخت أسطواني واحد
للإبر, أو
تخت
أسطواني للإبر وتخت للبلاتين أو أن تكون
تختين أسطواني وآخر للإبر وذلك في آلات الدربي والإنترلوك
تشترك في عملية
الحياكة الأجزاء التالية
1 ــ الإبر,
هناك أنواع عديدة من ولكن أكثرها
استعمالاً هي الإبرة ذات الخطاف حيث يتميز هذا النوع بأنه عملي
وإنتاجيته
عالية. |
 |
|
2 ــ البلاتين
.
3 ــ التخت
الأسطواني للإبر.
4 ــ التخت
المزدوج
للإبر أو البلاتين.
5 ــ دليل
الخيط.
6 ــ الحجب
وعليها الكاما |
|
 |
|
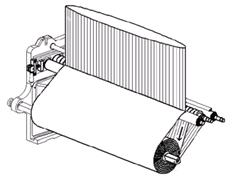
5 ــ
جهاز سحب ولف القماش
Take-up
assembly
يستخدم جهاز لف القماش من
أجل لف القماش
بدون
أي تجعيد
wrinkle
وإعطاء شد محدد, عندما يصل القماش الأنبوبي
إلى جهاز اللف, يمر القماش أولاً على جهاز السحب ومن ثم إلى
رول السحب المركزي ثم
إلى رول السحب الجانبي, وإن كل من الرولين يتم تحريكهما
والتحكم بهما بواسطة محرك
أوتوماتيكي.
|
 |
|
6 ــ
لوحة التحكم
وقيادة الآلة
Machine
controller
تحتوي على كمبيوتر الآلة وشاشة عرض
الأوامر
ورسائل
الخطأ التي تظهر, مع إمكانية التحكم ومراقبة جميع وظائف الآلة
وتحديد برامترات العمل اللازمة من سرعة وعدد دورات ومدة العمل.
كذلك يوجد
المحركات التي تشغل الآلة وهي عبارة عن (inverter)
لضمان التحكم الدقيق بحركة
الآلة, وبالإضافة إلى أجهزة نقل الحركة للإبر كالمحاور
والمسننات. |
|
